小口径环氧涂料防腐钢管厂家价格佛冈2023已更新(今日/商情)
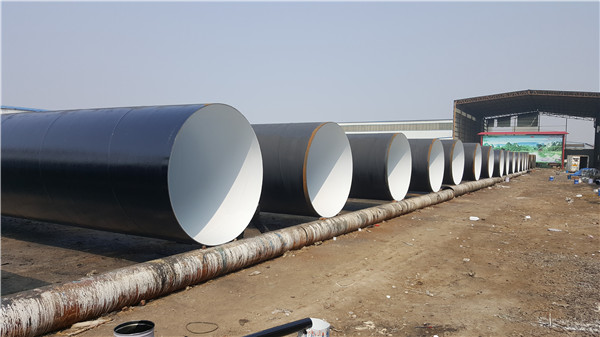
环氧树脂防腐钢管为改性环氧树脂粉末内、外涂敷管道。具有其优良的综合性能,是给水内外涂环氧复合钢管涂层,具有很强的耐腐蚀性,使用外界温度为—40℃~90℃。适用输水温度为—30℃~80℃,还具有良好的耐化学稳定性和耐水性,符合生活饮用水输配水设备及防护材料的安全性评价标准。给水内外涂环氧复合钢管涂层表面光滑、美观、外观颜色可任意选择。由于内壁光滑,可防止微生物的滋生,输送流体阻力小,可增加流量,节省能源。因此主要适用于生活饮用水给水输送管道,海水输送管道、再生水输送管道、化工输送管道、埋地输送管道和造船输送管道,适合埋地输送管道,使用寿命长。
某穿越河道的大口径给水管道工程,拟采用顶管施工技术,其中管道采用Q235B钢种,为壁厚14mm的DN1600钢管和壁厚12mm的DN1000钢管,石油管工程技术研究院及国外专家参与制订的管道完整性管理规范国际标准,国标我厂生产的螺旋钢管规格齐全,天然气用螺旋钢管,排污水螺旋钢管,自来水螺旋钢管,排水螺旋钢管,打桩用螺旋钢管螺旋钢管,螺旋钢管,Q345B螺旋钢管,L245螺旋钢管,L290螺旋钢管,L360螺旋钢管,我厂常年存有来电螺旋焊管:另外通过现场的测量放样,定位好顶管的轴线、底高、中心高程,以避免顶进路线与钢管桩的位置出现。工程的重点和难点,一方面是曲线顶管的施工测量,随着管道的向前推移。
下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技。 应恰当降低焊接速度或增大电流,从而延迟焊缝熔池金属的结晶速度,以便于气体逸出,同时,假如带钢递送位置不稳定,应及时停止调整,精细无缝钢管厂根绝经过频繁微调前桥或后桥维持成型,形成气体逸出困。螺旋焊管焊缝产生气孔的要素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及掩盖厚度。钢板的外表质量以及钢板边板处置,焊接工艺及钢管成型工艺等螺旋焊管有单面焊的和双面焊的,焊管应保证水压实验、焊缝的抗拉强度和冷弯性能要契合规则。焊缝的成型系数过小,焊缝的外形窄而深,气体和夹杂物不容易浮出,易构成气孔和夹渣。螺旋焊管工艺简单,消费效率高,本钱低,开展较快。螺旋焊管的强度普通比直缝焊管高,能用较窄的坯料消费管径较大的焊。

还能够用同样宽度的坯料消费管径不同的焊管。螺旋焊管主要用于石油、自然气的保送管线,其规格用外径*壁厚表示。普通焊缝成型系数控制在1.3-1.5,厚壁焊管取大值,薄壁取小值。螺旋焊管是将低碳碳素构造钢或低合金构造钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成。它能够用较窄的带钢消费大直径的钢管。螺旋焊管圆变方工艺和直接成方工艺,在成形方式又分辊弯成型和排辊成型,它们的主要区别是在预成型阶段,后面的消费工艺差异不大。辊弯成型是传统的成型工艺,它经过在预成型阶段在轧辊上停止一系列的配套辊型设计停止冷弯成型。然后在定径。螺旋钢管主要的腐蚀就是生锈。而生锈一般都是同空气和水分有关。热镀法是将钢铁材料经预处理后浸入液态金属锌。

稳压时间:D<508试验压力保持时间不少于5秒;D≥508试验压力保持时间不少于10秒无损检测钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验。对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限。 从而获得稳定的焊接质量。螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两。

b8kcd02p


